آشنایی با جوشکاری مقاومتی Electrical Resistance Welding(ERW)
در این مقاله، مروری بر جوش مقاومتی نقطه ای و کاربرد ها و ویژگی های این نوع جوش خواهیم داشت:
تعریف اجمالی :
فرآیند جوشکاری مقاومتی از جمله انواع فرآیند های جوشکاری الکتریکی می باشد. گرما به واسطه جریان دهی به الکترود دو طرف فلز و با اعمال فشار در ناحیه جوش در مدت زمان معین، نقطه ای از جوش که از قبل تعیین شده ذوب شده و جوشکاری انجام می شود. به دلیل رسانایی گرمایی مناسب مس، عمده مواد تشکیل دهنده الکترود ها از جنس مس هستند.
جوشکاری مقاومتی در دسته فرآیند های جوشکاری الکتریکی ذوبی قرار می گیرد. در فرآیند جوشکاری ذوبی ، فلز در مدت زمان کوتاهی از حالت جامد به مایع(ذوب)و سپس از حالت مایع به جامد (انجماد) تغییر می کند. تعدادی از منابع به اشتباه این نوع فرآیند را در دسته فرآیند های جوشکاری غیر ذوبی قرار می دهند در حالیکه اینطور نیست.
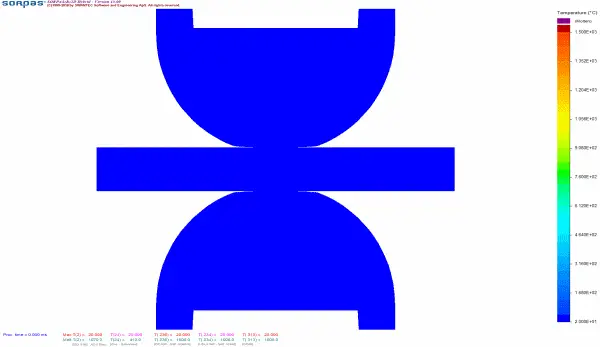
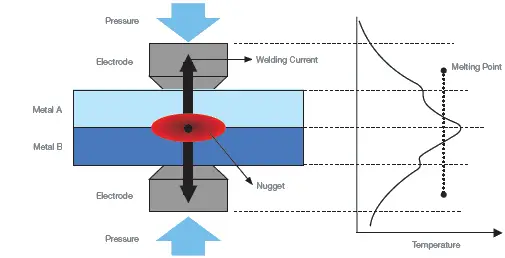
مدل سازی(1) مربوط به شبیه سازی دو بعدی فرآیند جوشکاری مقاومتی نقطه ای است که طیف رنگی نشان دهنده توزیع دما بین دو صفحه فلز A و B با گذشت زمان را نشان می دهد. در تصویر شماره 2، دیاگرام توزیع دما در مقطع جوش نشان داده شده است و هرچقدر به طرف مرکز جوش پیش می رویم دما بالاتر می رود. کاملا مشخص است که در حوالی مرکز جوش یا ناخن جوش (Nugget) دمای فلز از نقطه ذوب فلز(Melting Point) فراتر رفته و هر دو فلز A و B ذوب می شوند.
در نتیجه با توجه به تعریفی که از جوش ذوبی انجام دادیم و با در نظر گرفتن تصاویر می توان گفت جوشکاری مقاومتی از نوع ذوبی می باشد.
دقت و سرعت بالا و کیفیت مناسب جوشکاری باعث شده است تا این نوع فرآیند بسیار پرکاربرد بوده و در صنایع قطعه سازی، خودروسازی، هوافضا و بسیار از صنایع دیگر مورد استفاده قرار گیرد. همچنین به دلیل مکانیزه بودن فرآیند جوشکاری، رخداد خطای انسانی بصورت عمدی و سهوی از فرآیند تولید حذف می شود. در نهایت به دلیل کنترل پارامتر های جوش (دمای ناحیه جوش، جریان عبوری از الکترود، سرعت حرکت و مدت زمان جوش) توسط سیستم کامپیوتری با توجه به ضخامت، آلیاژ، و دمای محیط کیفیت جوش نسبت به سایر فرآیند های سنتی جوشکاری به مراتب بیشتر خواهد بود.
بکارگیری فناوری جوشکاری مقاومتی ERW در خط تولید تیرچه صنعتی مجموعه تولیدی ره دشت پیامدر راستای پیروی از خط مشی و اهداف بلند مدت مجموعه تولیدی ره دشت پیام، خط تولید تیرچه صنعتی این واحد تولیدی با دستگاه های تمام اتوماتیک با تکنولوژی جوشکاری مقاومتی ERW تجهیز شده است.